Projects
HexaTechniX boasts the experience of having assembled machinery and complete production lines, including the design and manufacturing of the devices that comprise them.
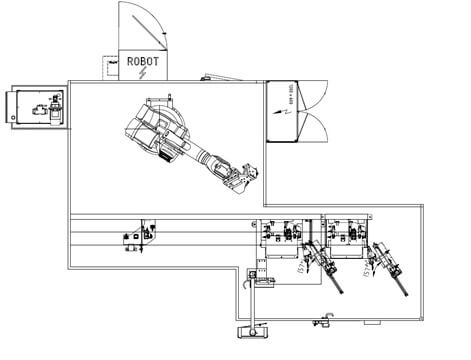
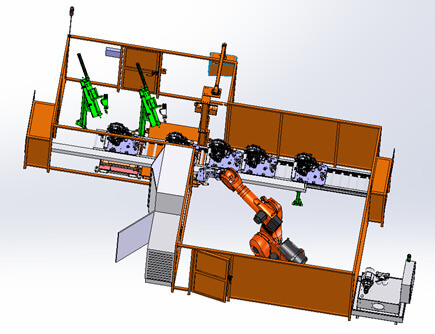
VW Córdoba, MQ281 Transmission Plant - OP380 Station Optimization
At this station, the transmission was weighed without oil, then the robot picked up the transmission, lifting it to the oil applicator's position. After oil filling, the robot arm returned the transmission to its pallet, where it was weighed again with the oil added. The robot's workload overload due to multiple movements resulted in a high cycle time.
A retooling was performed to achieve simultaneous weighing and dosing with separate scales, each with its own pneumatic-driven dispenser. This approach almost halved the cycle time. The robot was reassigned to pick up the finished transmissions, lift them, and shake them to distribute the fluid throughout the transmission before its subsequent testing on the test bench.
Type of work performed:
Retooling of an existing station
Electrical:
Assembly and wiring of components, sensors, PLC board, autonomous flow measurement systems (Kracht technologies), integration of field distributors (As-i network), Profibus network integration of new participants, replacement of light safety barrier with safety lock (Euchner), etc.
Software:
Modification of PLC software (Siemens S7-300) for simultaneous filling of two transmissions and management of the new systems. Modification of the human-machine interface (Siemens MP377) to add manual movements of new components, visualization of filling processes, incorporation of alarms, etc.
Modification of robot software (KUKA) for communication with the PLC and creation of new paths for the oil distribution movement.
Mechanical:
Restructuring of roller conveyor for relocation of retainers, scales, indexers. Relocation of roller conveyor drive unit. Modification of the oil supply piping for doubled distribution. Design, manufacturing, and assembly of supports and elements for oil application through pneumatic drives. Machine retooling. Modification of the perimeter enclosure made of aluminum and acrylic. Incorporation of a safety door and removable acrylic panels.





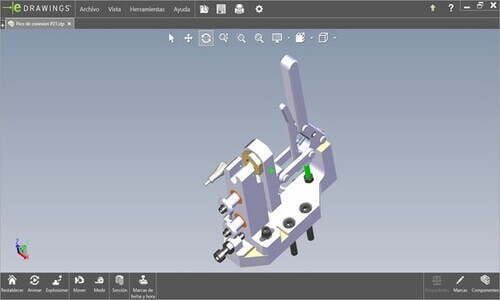
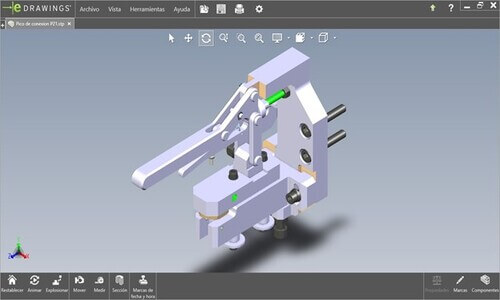
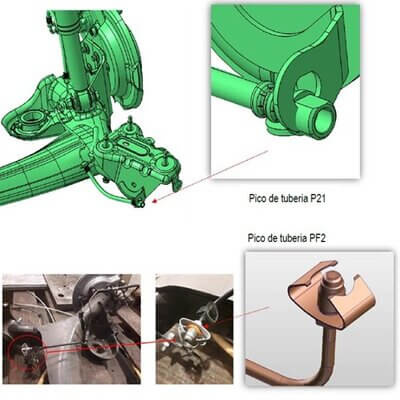
PSA Citroën – Peugeot, Palomar Plant - Blowing Cabin Manufacturing
En este proyecto se realizó el diseño, fabricación y automatización de una cabina cerrada con paneles de insonorización, a los fines de contener dos compresores de aire de alta presión. Dichos compresores generan la presión neumática necesaria para realizar la prueba del circuito de frenos en el montaje del puente trasero de diversos modelos de automóviles. Una vez conectado el circuito de frenos lo cual se detecta mediante sensores, el operador presiona el botón de inicio de ciclo y se comienza a inyectar pulsos de aire de alta presión al circuito de frenos midiendo los valores de presión en cada ciclo. En la cabina se disponen todos los elementos que conforman el automatismo.
Type of work performed:
Design, manufacturing, and commissioning of the machine.
Design:
Complete engineering of the cabin was performed with accurately calculated dimensions and weights to mount it on a mezzanine (grating). Design of quick connect/disconnect nozzles for the brake circuit. At the electrical level, the design, component selection, and corresponding drafting were carried out for the construction of the panel.
Electrical:
Assembly of the electrical panel (thermal fuses, motor guards, etc.), mounting and wiring of field components (sensors, light elements, field distributors, and IO-Link pressure switches). Installation and wiring of the decentralized periphery (Siemens ET200). Laying of the Profibus network and integration of the elements into the existing network.
Software:
Development of PLC software for conducting the test. Development of a human-machine interface (Siemens TP700) for the parameterization of values, event visualization, etc., and parameterization of the IO-Link elements. Modification of SCADA to add new Profibus participants, etc.
Mechanical:
Construcción de cabina completa con paneles acústicos removibles. Fabricación de soportes y montaje de los compresores, y todos los componentes. Instalación en planta Peugeot Palomar. Fabricación de picos de conexión / desconexión rápida al circuito de frenos.







BAGLEY, Totoral Plant: Optical Inspection Machine for Biscuits with Automatic Rejection System
In this project, a feasibility study, design, manufacturing, and automation of a biscuit conveyor belt were carried out to verify the correct application of filling in the biscuit. To achieve the objective, a gantry with vision cameras was implemented above the biscuit conveyor belt. As the biscuits pass through the camera zone, images of the biscuits are captured in a region of 4 biscuits per camera. The camera control processes the images and alerts if there is any defective biscuit in its region, indicating the location. A subsequent process will discard the identified defective biscuit by opening a small gate that will drop the defective biscuit off the conveyor belt.
Type of work performed:
Design, manufacturing, and commissioning of a vision system with rejection option.
Design:
The design of the gantry and the case study for the implementation of the rejection system are carried out. At the electrical level, the design and corresponding drafting are performed for the construction of the panel and implementation of cameras and illuminators.
Electrical:
Assembly of the electrical panel. Mounting and wiring of field components (sensors, cameras, illuminators, etc.). Installation and connection of the cameras and vision control to the PLC (FESTO).
Software:
Development of PLC software for conducting the test. Management of cameras and control of the inspection, visualization of results, etc. Parameterization of the cameras for defect detection and compensation for displacements in a region.
Mechanical:
Manufacturing and assembly of camera, illuminator, and sensor supports. Installation at the plant.

Industria 4.0
We offer various technical solutions by adapting traditional production processes with advanced information technologies...
HOW TO KNOW WHAT IS HAPPENING IN PRODUCTION?
The adopting company had a management software that provided economic and financial information but did not supply dynamic information about manufacturing processes, machinery performance, process variables, operators' training level, etc., to the management.
Therefore, the management was aware of the numbers but not the problems, hence lacking an appropriate analysis tool for line decision-making. Moreover, the management software, not having an interface with the controllers and machinery performing the manufacturing tasks, was unable to provide essential information about each process.
PROPOSED SOLUTION:
To measure the efficiency of the production line, analyze and address issues with parts, scrap, and return pieces, it was decided to implement an integral solution that covers all phases of the product's manufacturing process, as well as its response after being introduced to the market. This allows for preventive decision-making regarding product correction and/or adaptation "in situ." Thus, the company has an optimal process for continuous end-to-end improvement, enabling flexible and intelligent manufacturing.
DETAILS:
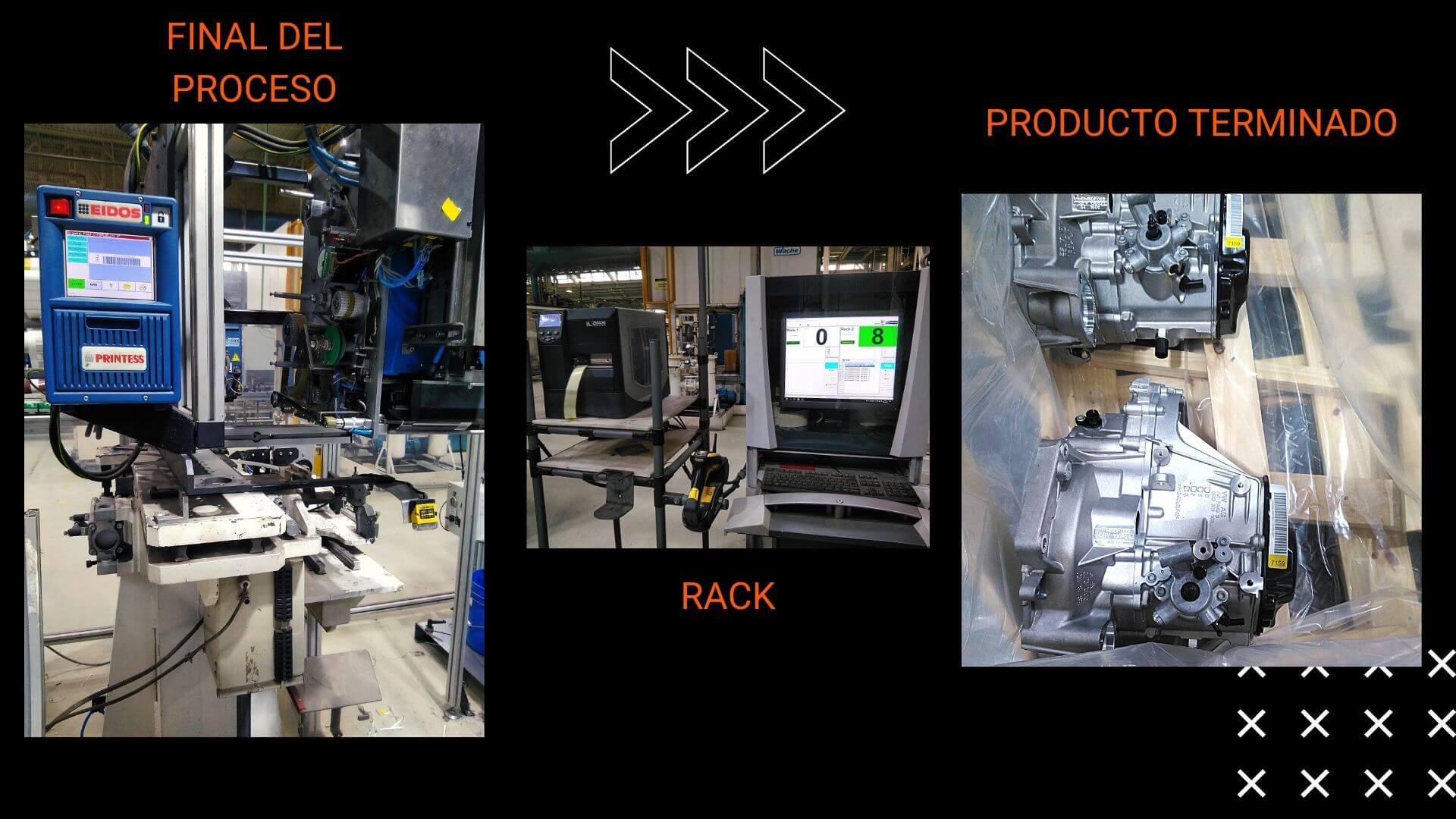
To optimize costs, the system was implemented using available resources, PLC - RFID, which allow storing values from each process and identifying defective parts to avoid adding value to NOK (Not OK) parts. In this particular case, on the existing PLC - RFID platform, software libraries (function modules) were added, which enable the collection of process information, machine time, operator ID, and various information that will travel with the pallet carrying the piece to the end of its manufacture, where such data are copied to the database server, associated with a serial number. It's worth noting that each operator also has an identification key, also using RFID, which enables the processing start at the station. This ensures user registration in the operation, allowing the human factor to be considered as another process variable.
Furthermore, at both the beginning and the end of the production line, traceability servers have been installed. The server at the start of the line provides the pallet with process guidelines and the model to be produced, along with all the necessary process data. This process is known as "piece baptism" because it precisely provides the DNA of the piece that the pallet will carry and how it should be processed at each station. At each stage, it will acquire added value, which will be recorded in the previously mentioned RFID memory.
Finally, after successfully passing through all the processes and stations to the last station of the line, all the data provided station by station are read and stored in a server, which we will call the traceability server, and will contain the process data, serial number, etc., for 2 years. This will allow for the analysis of the piece even after it has been placed on the market and also ensures product quality..
Conclusion
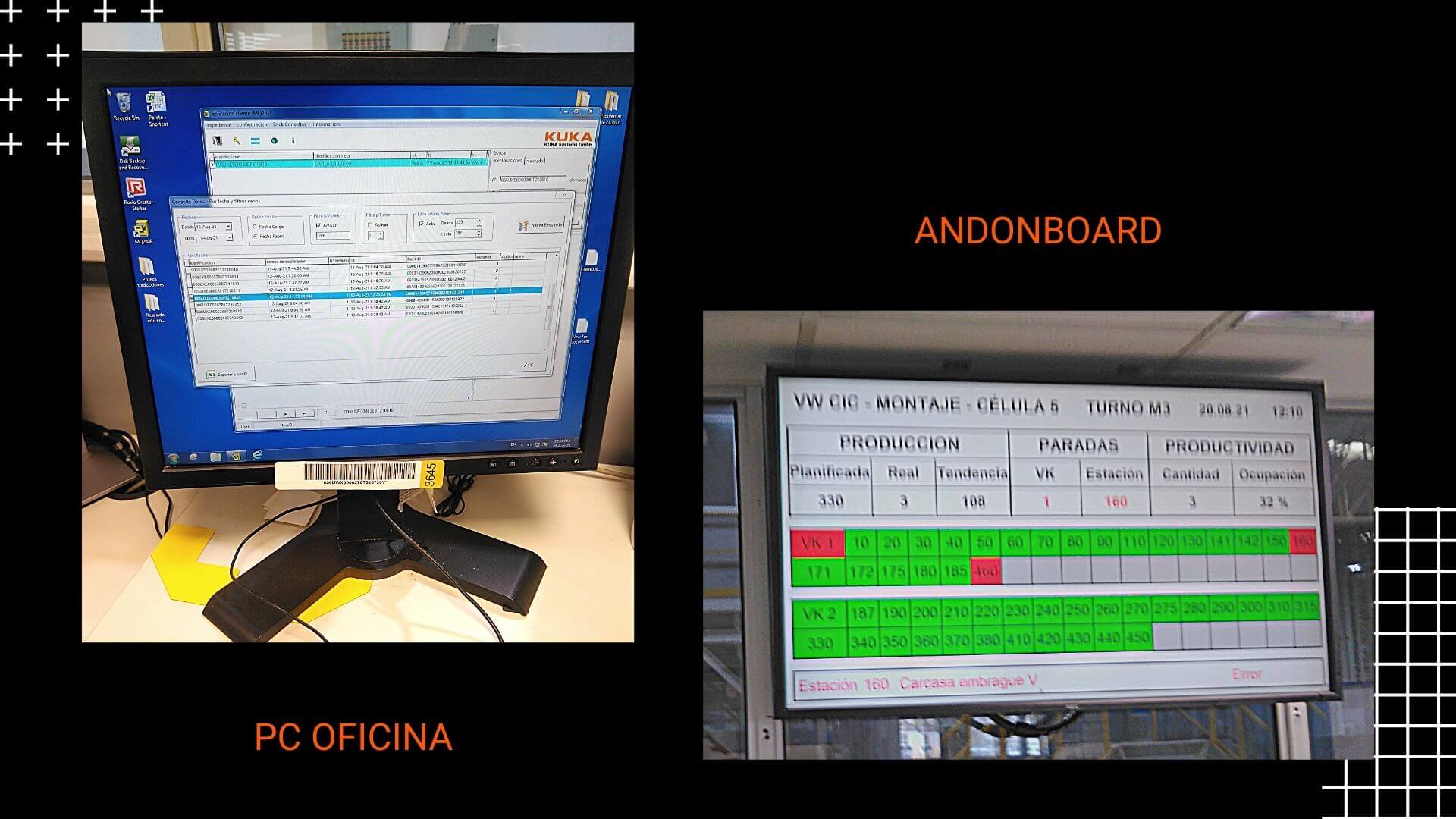
This platform allows for real-time analysis of the line situation and precisely and in detail observes the process variables, enabling accurate identification of which variables are susceptible to improvement.
In summary, the system will provide the following advantages:
Remote and real-time production traceability via the web.
Detection of process and machine problems for correction.
Reduction of scrap.
Prevention of adding value to defective parts.
Product optimization through statistical analysis.
Evaluation of improvements in new processes and materials based on performance.Remote monitoring of production, manufacturing times, delivery time forecasts at the current manufacturing rate.
Generation of automatic alarms in case of deviations. Connectivity with management systems.
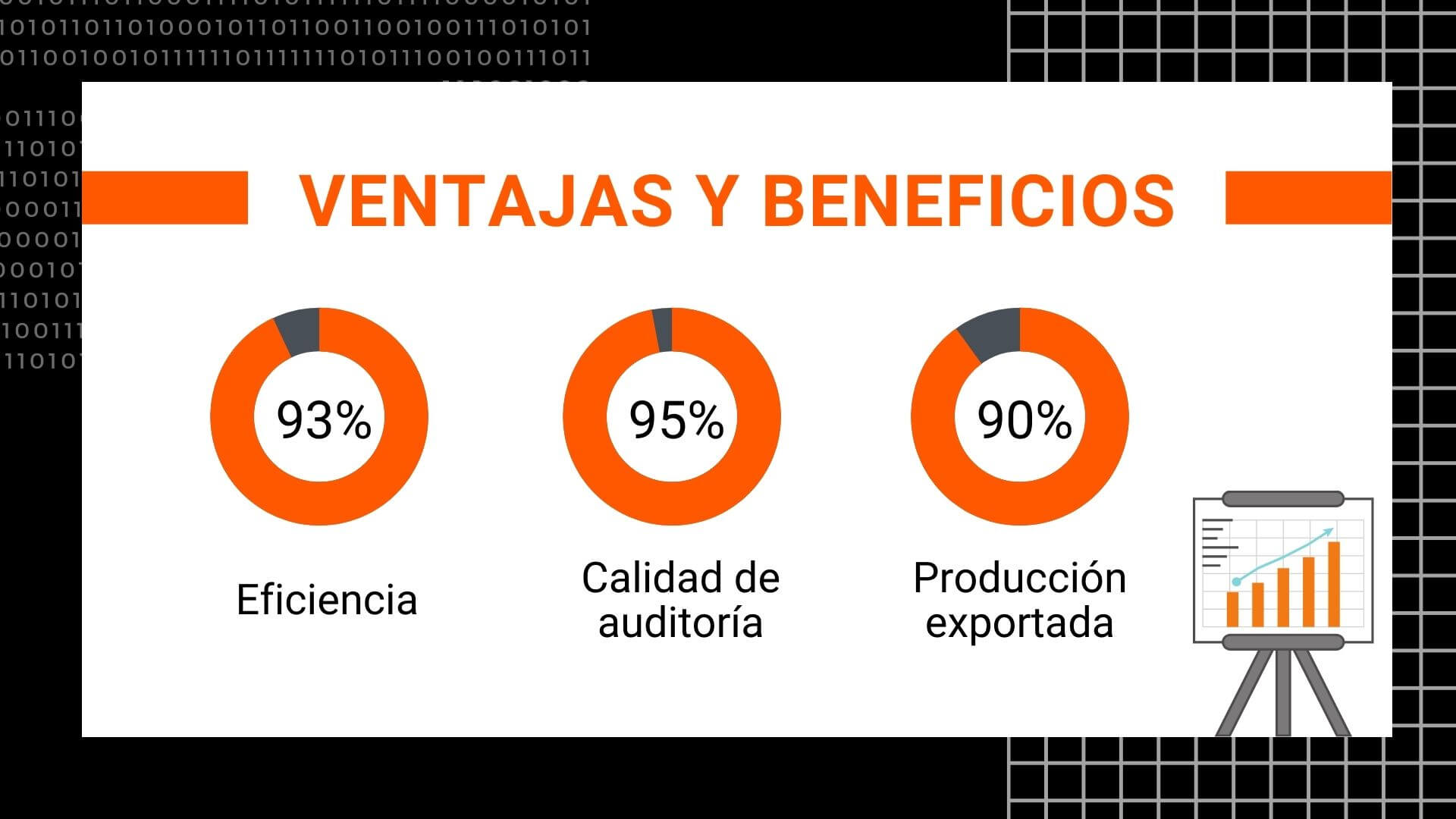
Efficiency above 93%
Audit Quality 95/96%
Exported Production 90%
Finally, we can say that this smart manufacturing approach is a significant value-add when offering quality and optimizing times. Likewise, connectivity and data collection open the door for future decision-making through IoT and machine-to-machine dialogue, such as automated parts ordering to an AGV.